-

本文給出一種基于LMDl8245型驅動器的二相步進電機細分驅動器的設計方法。著重介紹LMD-18245的工作原理以及系統的硬件連接和軟件設計。 [詳情]
-

本文簡要分析當前自動化裝配生產過程中存在的問題,設計出由可編程控制器(PLC)控制的多工位合件自動裝配機。介紹系統組成和裝Ji~5-藝過程,探討了系統硬件、軟件的設計方案和實現。通過人機界面,可實現整個系統的監控管理、故障報警和生產統計分析。實踐證明,該裝配機可以完成不同型號產品的裝配,滿足生產需要。 [詳情]
-
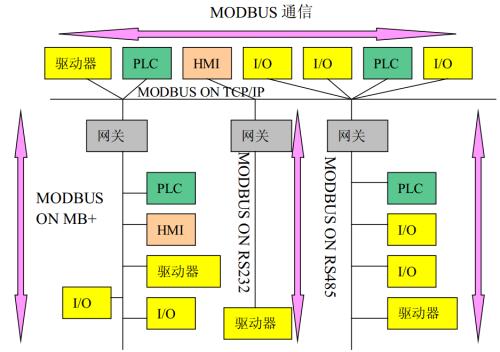
對改進傳統的復雜伺服電機聯動控制系統的目的,提出一種新的設計方案,采用Modbus RTU通信協議,簡化了系統復雜度,降低了成本,并且通過自行設計接口轉換電路,提高了通用性;另外,該系統通過改進優化的軟件設計,能實現系統的連續運行,解決了定位數據運行模式只能定位不能連續運行的問題。先介紹總的系統設計,然后介紹Modbus RTU協議以及具體實現方法,最后以LabView編程為例,介紹上位機軟件系統的實現過程。 [詳情]
-
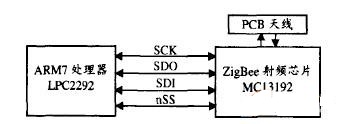
本文針對當前嵌入型數控系統數據傳輸的問題,基于ARM和ZigBee技術,為嵌入型ARM數控系統增加無線通信接口,并設計ARM網關負責網絡管理、外部連接和數據分發,實現數控系統之間的無線組網。實驗證明該方法簡單易行,既能保證數控系統的加工效率,又能獲得滿意的數據傳榆準確率和數據傳輸速率. [詳情]
-

本文對西門子PLC編程軟件在數控車床上的應用進行探討,著重描述如何在sINuMERIK 802系統和SINUMERIK 810D、840D系統進行PLC編程,實現對數控車床的控制。[詳情]
-

為了滿足數控機床系統中PLC梯形圖向指令表轉換的要求,將梯形圖的構成形式分成母線、環、半環、環母線等結構元素,利用這些結構元素檢驗梯形圖的合法性,分析梯形圖和指令表之間的關系,設計梯形圖向指令表快速轉換的算法。應用實例表明:該算法效率高,實時性好,能滿足數控機床系統的要求。[詳情]
-
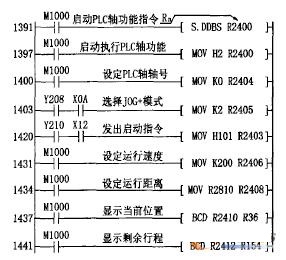
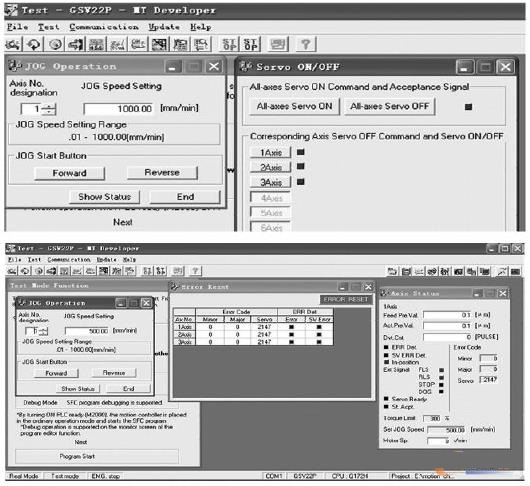
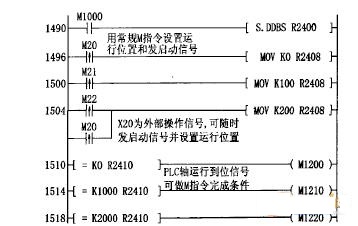
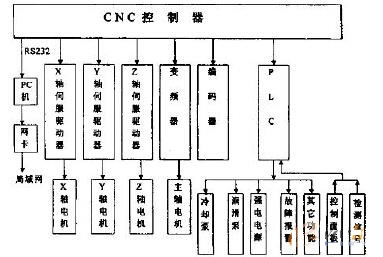
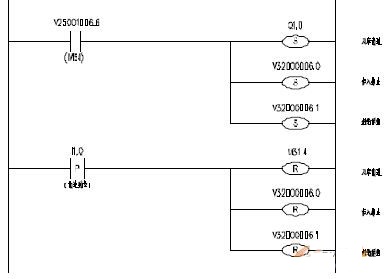
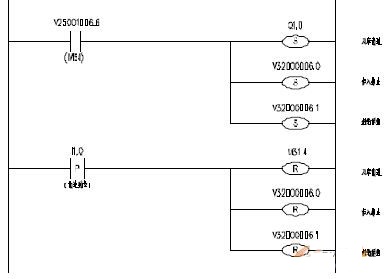
本文介紹了利用三菱E60數控系統開發其PLC軸功能的方法。特別闡明了PLC軸實際連接和參數設置,編制相關PLC程序的關鍵技術以及PLC軸在全自動加工程序中的應用方法。[詳情]
-
數控銑床以程序控制的自動加工機床,隨著現代工業生產發展,自動化程度提高,對自動控制提出了更高的要求。本文通過三菱Q PLC對銑床運動控制的研究,來闡述實現控制的自動化,以提高自動化控制水平。[詳情]
-
基于Windows的華中數控世紀星數控系統PLC編程系統設計
華中數控世紀星數控系統采用“內裝型”PLC。在DOS環境下使用C語言對其進行編程,這種編程方法沒有采用Windows操作系統的方便和快捷,而且使用C語言編程同使用傳統的梯形圖編程相比,對編程人員的技術水平要求高,不便推廣使用。[詳情]
-
本文介紹了PLC在數控鐵床電氣控制以及故障診斷方面的一些應用,PLC應用在數控銑床后,使電氣控制系統的硬件電路得到了簡化,便于安裝調試和維護,提高了電氣控制系統的可靠性。[詳情]
-
文章著重闡述了發那科、西門子、華中三種不同類型的數控系統,在PLC編程中各自的特點、區別及部分應用舉例。[詳情]
-
本文從電解加工機床控制系統中的PLC選型、控制系統的軟、硬件方面對控制系統的總體方案進行了詳細的闡述,并對電解加工機床的調試步驟進行了系統的介紹,最后,針對電解加工機床調試中出現的問題,提出了相應的解決方法,經調試后電解加工機床的運行穩定。[詳情]
-
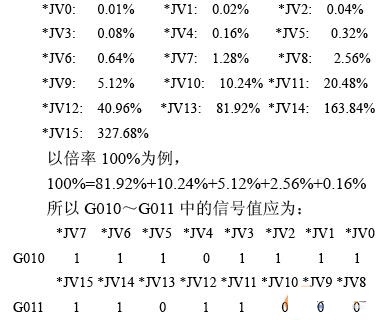
本文介紹了在FANUC-0i數控系統中速度倍率修調信號的定義與接口信號;介紹了PLC 編程指令(CODB)、二進制旋轉編碼開關和設置轉換數據表實現數控機床速度修調的方法。通過實例具體進行了講解,說明采用該方法能夠根據實際要求對機床面板進行定制和設計,使得FANUC 系統的功能得以充分的利用。[詳情]
-

本文介紹了飛揚CO數控系統使用符合IEC 1131-3標準的OpenPCS Infoteam軟件,采用StructureText(結構文本,簡稱ST語言)語言進行電主軸潤滑PLC程序和電氣接線切換PLC程序的編寫方法。[詳情]
-
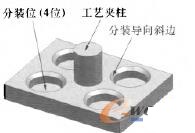
本文介紹了針對模具標準件分裝工作而設計的分裝機械手自動線,著重介紹分裝工藝流程、自動線設計方案、外圍硬件設計和PLC控制系統程序的開發。經過企業實際應用,該自動線運行穩定可靠。實現了生產自動化,為企業創造了價值。[詳情]



