-
本文介紹了采用新興的數(shù)控加工技術(shù)有效的避免了加工過程中各種裝夾力、重力對面型的影響;通過優(yōu)化參數(shù),加工效率也得到了有效的提高。 [詳情]
-
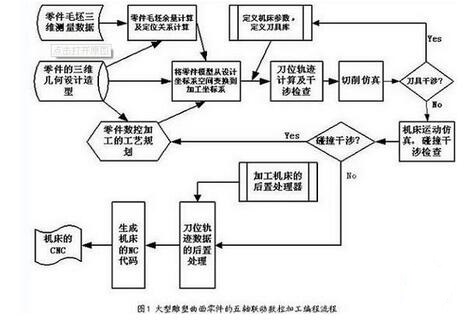
大型雕塑曲面零件數(shù)控加工編程的數(shù)控技術(shù)
多軸聯(lián)動數(shù)控加工編程是大型雕塑曲面零件加工的最重要任務(wù)之一.本文介紹五軸聯(lián)動數(shù)控加工大型雕塑曲面編程中涉及到的刀位軌跡計算、切削仿真、機(jī)床運(yùn)動碰撞仿真、后置變換等關(guān)鍵技術(shù).針對這些技術(shù)進(jìn)行研究開發(fā),實(shí)現(xiàn)了大型水輪機(jī)葉片的五軸聯(lián)動數(shù)控加工,并成為葉片加工的編程工具。 [詳情]
-
在實(shí)際的產(chǎn)品設(shè)計中經(jīng)常用到組合曲面。所謂組合曲面,就是將不同的曲面片以一定的方式連接起來組成的曲面。組合曲面雖能方便地表達(dá)復(fù)雜的形狀,但卻帶來另一個問題,這就是組合曲面中曲面間的過渡問題。若想讓單張曲面間滿足特定的條件直接連接,這將是極端困難的,甚至是不可能的。 [詳情]
-
PC-based 開放式數(shù)控系統(tǒng)體系結(jié)構(gòu)的研究
開放式數(shù)控系統(tǒng)的硬件系統(tǒng)應(yīng)該建立在一種通用的、標(biāo)準(zhǔn)的硬件基礎(chǔ)之上,而軟件系統(tǒng)則應(yīng)建立在分層次、模塊化的軟件基礎(chǔ)之上。主要論述了一種基于Windows 操作系統(tǒng)的"PC+運(yùn)動控制卡”開放式數(shù)控系統(tǒng)的體系結(jié)構(gòu),包括開放式數(shù)控系統(tǒng)的多任務(wù)劃分與并行處理機(jī)制,以及該系統(tǒng)的硬件組成和軟件設(shè)計思想等。 [詳情]
-
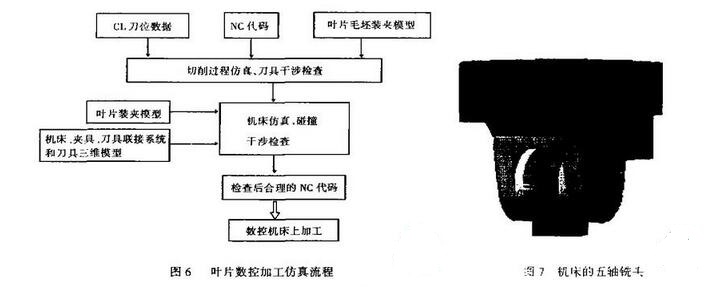
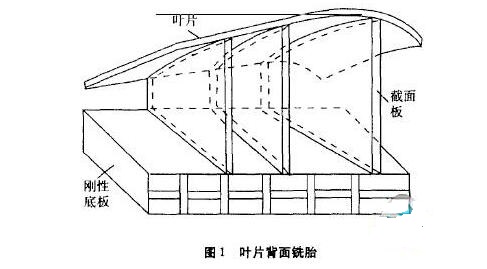
大型軸流式水輪機(jī)葉片五軸聯(lián)動數(shù)控技術(shù)
介紹東方電機(jī)股份有限公司開發(fā)的采用五軸聯(lián)動數(shù)控加工大型軸流式水輪機(jī)轉(zhuǎn)輪葉片的數(shù)控加工工藝,葉片的三維造型及計算機(jī)仿真加工編程、工裝、刀具及金屬切削技術(shù),以及葉片三維測量等關(guān)鍵技術(shù)。該加工技術(shù)已成功地應(yīng)用于直徑為5.8m的高壩洲電站軸流式機(jī)組的整機(jī)全套葉片加工,為國內(nèi)制造廠首次整機(jī)和整個電站水輪機(jī)葉片全部采用數(shù)控加工。 [詳情]
-
采用不同的刀具和方法優(yōu)化五軸加工數(shù)控技術(shù)
使用五軸數(shù)控加工可以從幾個方面提供諸多益處。通過分析設(shè)備、工藝和裝夾,尤其是切削刀具和切削作用,就能從中而受益。 [詳情]
-
多種數(shù)控系統(tǒng)鉆孔循環(huán)編程的比較
在機(jī)械加工中,幾乎所有的零件都有孔,鉆孔是非常常見的機(jī)械加工過程。而現(xiàn)在的機(jī)械加工正逐步向著數(shù)控加工方向發(fā)展,鉆孔也不例外。在各種數(shù)控系統(tǒng)中,鉆孔程序都是以鉆孔循環(huán)的形式給出的,但不同公司的數(shù)控系統(tǒng)對于同一種鉆孔循環(huán)的定義一般都是不同的。 [詳情]
-
數(shù)控技術(shù)崛起中的反遏制和技術(shù)對抗
中國的數(shù)控技術(shù)趕超世界先進(jìn)水平是任重而道遠(yuǎn),相信在建設(shè)創(chuàng)新型國家的社會氛圍下,通過以企業(yè)為核心的新型產(chǎn)學(xué)研創(chuàng)新模式組織下,充分利用通用技術(shù)領(lǐng)域的新技術(shù)手段,實(shí)現(xiàn)制造技術(shù)、控制技術(shù)和計算機(jī)技術(shù)的融合,通過堅持不懈的努力,自主創(chuàng)新,逐步打破技術(shù)封鎖和遏制,加速技術(shù)進(jìn)步,是大有希望的。 [詳情]
-
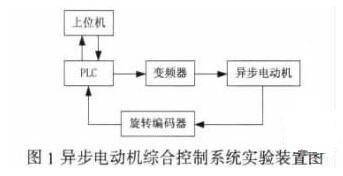
基于PLC的異步電動機(jī)綜合控制系統(tǒng)設(shè)計
本文設(shè)計了一種基于PLC的異步電動機(jī)調(diào)速與定位綜合控制系統(tǒng),應(yīng)用模糊-PI復(fù)合控制算法實(shí)現(xiàn)了異步電動機(jī)的速度控制,應(yīng)用比例因子自調(diào)整模糊控制算法實(shí)現(xiàn)了異步電動機(jī)的位置控制。該系統(tǒng)集異步電動機(jī)速度控制和位置控制為一體,達(dá)到了一定的控制精度。 [詳情]
-

本文闡述了水輪機(jī)葉片數(shù)控加工工藝的技術(shù)方法,重點(diǎn)對毛坯余量控制、葉片劃檢、葉片裝夾、葉片加工及葉片修磨等工藝環(huán)節(jié)進(jìn)行了分析研究。實(shí)踐證明,水輪機(jī)葉片數(shù)控加工工藝方法具有加工效率高、精度高等優(yōu)越性,使轉(zhuǎn)輪加工質(zhì)量大幅度提高。 [詳情]
-

對基于運(yùn)動控制卡和PC的開放式數(shù)控系統(tǒng)平臺結(jié)構(gòu)進(jìn)行了研究,介紹了硬件原理和基于COM的模塊式軟件結(jié)構(gòu),并在此基礎(chǔ)上針對GT400—SV運(yùn)動控制卡開發(fā)了一個數(shù)控系統(tǒng)。實(shí)踐證明這種形式的系統(tǒng)具有很強(qiáng)的性能價格優(yōu)勢,實(shí)現(xiàn)了軟硬件的開放性和數(shù)控模塊的二進(jìn)制復(fù)用。 [詳情]
-
基于PLC的車門焊接生產(chǎn)線系統(tǒng)的設(shè)計
本文介紹了白車身機(jī)器人焊接生產(chǎn)線系統(tǒng)的組成,設(shè)計了白車身車門加工的工藝流程;以西門子S7—200為核心控制器設(shè)計了生產(chǎn)線的控制系統(tǒng),并詳細(xì)地對PLC的選型,硬件的設(shè)計和軟件編制的流程進(jìn)行了說明;給出了PLC的f/o接口圖和詳細(xì)的接線圖,編制r了PLC與機(jī)器人的通訊協(xié)議,對夾具體的自動識別技術(shù)原理進(jìn)行了深入探討;以模塊化編程為基礎(chǔ)進(jìn)行編程,實(shí)現(xiàn)了系統(tǒng)的穩(wěn)定性和可擴(kuò)展性。 [詳情]
-

本文基于S7—300 PLC,結(jié)合氣液增壓傳動控制技術(shù),實(shí)現(xiàn)了對數(shù)控輪研齒機(jī)研齒加工的自動控制。分析了采用氣液增壓夾緊傳動系統(tǒng)實(shí)現(xiàn)數(shù)控螺旋錐齒輪研齒機(jī)研齒加工控制的原理。研究了采用PLC(S7—300)實(shí)現(xiàn)數(shù)控螺旋錐齒輪研齒機(jī)研齒的自動控制,提供了主要的硬件原理圖和軟件梯形圖.實(shí)驗結(jié)果證明:程序結(jié)構(gòu)緊湊、運(yùn)行效率高,且可以很好的實(shí)現(xiàn)設(shè)計要求。 [詳情]
-
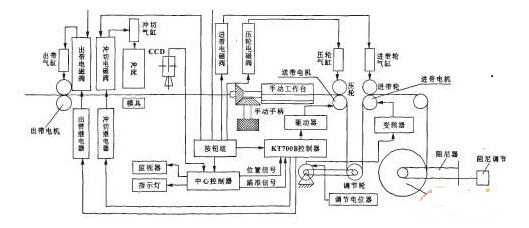
基于FPGA與數(shù)控技術(shù)的鋼卷尺自動切零系統(tǒng)研究
本文詳細(xì)闡述了一種新的鋼卷尺自動切零系統(tǒng),該系統(tǒng)使用基于FPGA和單軸數(shù)控系統(tǒng)的雙控制器結(jié)構(gòu),通過互相通信方式協(xié)調(diào)切零位工作,從而解決了目前鋼卷尺切零系統(tǒng)速度慢、精度低、勞動強(qiáng)度大的缺陷。[詳情]
-

本文介紹磁懸浮主軸系統(tǒng)的組成及工作原理,提出了一種在常規(guī)PID基礎(chǔ)上的智能PID控制器的新型數(shù)字控制器設(shè)計。其核心部件是TI公司的TMS320LF2407A,設(shè)計了五自由度磁懸浮主軸系統(tǒng)的硬件總體框圖。用C2000作為開發(fā)平臺,設(shè)計在常規(guī)PID基礎(chǔ)上的智能PID控制器。理論分析結(jié)果表明:這種智能PID控制器能實(shí)現(xiàn)更好控制效果,達(dá)到更高的控制精度要求。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS556951
- 2中國機(jī)器人產(chǎn)業(yè)發(fā)展報告(2019)176862
- 32019世界機(jī)器人大會圓滿落幕175859
- 4世界機(jī)器人大會國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)175801
- 5世界機(jī)器人大會國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)172680
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167173
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議157399
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?132009
品專題")
升級")

器人與智能制造")