-
本文針對目前國內中、低檔刀架的不足。介紹了以TBl20伺服刀架為控制對象,Fanuc 0i數控系統的PMC為控制核心的伺服刀塔系統的硬件和軟件的設計方法,分析了PMC的控制原理,給出了部分信號的接口地址。經實驗驗證,該伺服刀塔滿足了數控機床對核心功能部件的要求,具有較高的工程應用價值。 [詳情]
-
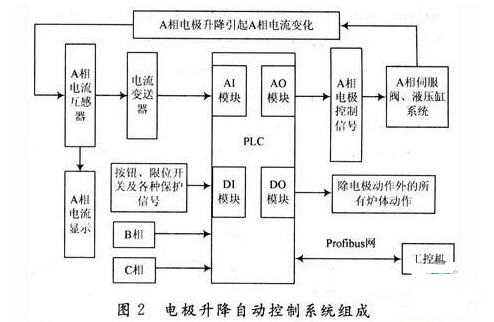
目前,在我國冶金行業中,大多數三相電弧冶煉電爐是靠人工凋整電弧電流進行控制的。由于電弧爐的非線性、大滯后、強耦合、時變及隨機干擾較強等難點,以及工人的經驗不同,冶煉的效果分散性很大,導致產品質量下降,在冶煉的不同階段,控制效果很難一致,系統容易振蕩,增加電極消耗,嚴重時會引起斷電現象,不能保證三相電流的平衡輸入,產品質量不穩定,或者采用的控制器為BOOL型控制模式[詳情]
-
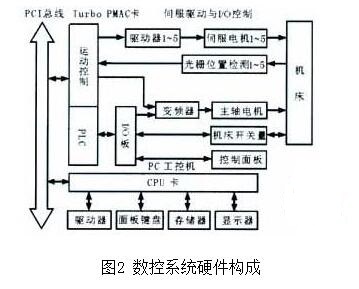
設計了基于"PC+Turbo PMAC"開放模式的數控系統,實現3PRS-XY混聯型并聯運動機床的運動控制.利用Turbo PMAC開放的運動學計算功能,將運動學變換計算嵌入到Turbo PMAC中,在Turbo PMAC中完成軌跡粗插補,提高了控制系統的實時性和可靠性,降低了系統的開發周期。 [詳情]
-
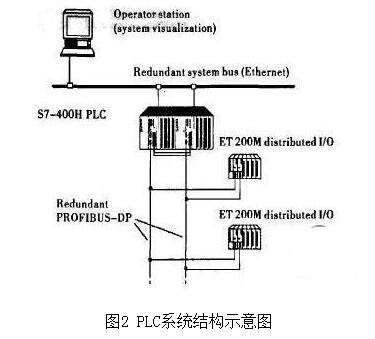
本文介紹了西門子S7-400H可編程控制器(PLC)的結構和工作原理,以及在石化裝置應用過程中的故障分析和相應的處理方法。 [詳情]
-
從航空液壓殼體的結構特點、加工難點著手,闡述了通過數控加工技術保證液壓殼體加工質量,提高加工效率的數控技術。 [詳情]
-
本文提出了基于內部輔助繼電器狀態標識法的熱封機數控設計,并開發出一套以微處理器為中心,在不同環境下,制定出合理的熱封溫度、壓力和時間的上下限的數據采集程序,并將其狀態顯示在GVWIN2.1觸摸屏上,做適當修改,具有可靠性高、適應性強、熱封牢固等優點。 [詳情]
-
本文介紹了現代數控技術以及國外木材和人造板數控加工裝備的主要技術成果,分析了國外木材和人造板數控加工裝備的發展狀況,總結了木材數控裝備的共性關鍵技術,并提出了木質新材料對數控設備的發展要求。 [詳情]
-
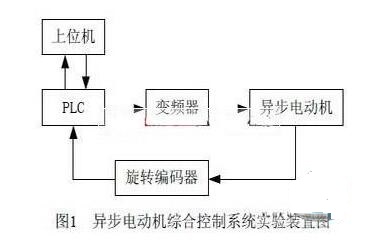
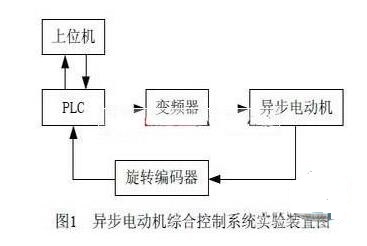
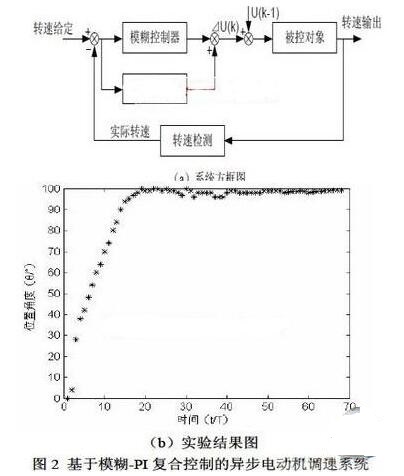
本文設計了一種基于PLC的異步電動機調速與定位綜合控制系統,應用模糊-PI復合控制算法實現了異步電動機的速度控制,應用比例因子自調整模糊控制算法實現了異步電動機的位置控制。該系統集異步電動機速度控制和位置控制為一體,達到了一定的控制精度。 [詳情]
-
齒輪在工業發展中的地位一直比較突出,被公認為是工業化的一種象征。從這個角度來看,關注齒輪的先進加工數控技術 和發展趨勢具有極其重要的意義。 [詳情]
-
文章介紹三菱FXON系列PLC在六工位組合機床控制系統中的運用,分析了控制的內容以及控帝j要求,設計了控制電路,采用梯形圖編程方式,用順序控制的設計思路開發了控制程序,介紹了實現PLC控制的過程,實現了機床的自動循環加工。并對整個系統進行了運行和調試,結果表明將PLC控制技術應用于六工位組合機床的控制系統中。[詳情]
-
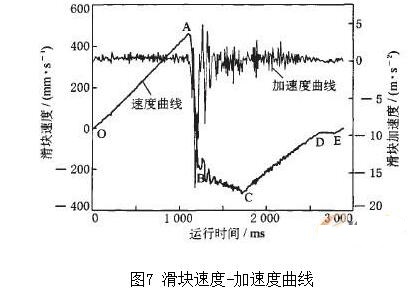
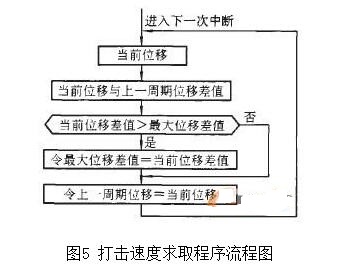
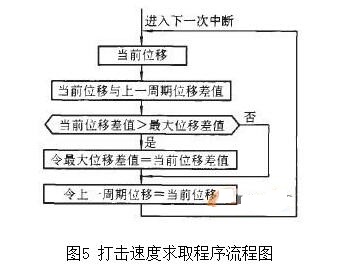
本文提出了一種基于S7-200 可編程邏輯控制器的摩擦壓力機數控系統,采用旋轉編碼器組成滑塊位移檢測裝置,實時檢測運動部分的位移和速度,計算對應的系統能量,從而控制摩擦盤與飛輪的結合與脫離,實現控制打擊能量的目的.另外,該數控系統可以實現一打、手動二打、手動三打、自動二打、自動三打等工藝需求,兼容了傳統的腳控打擊功能,以較低的成本顯著提高了摩擦壓力機的控制水平和自動化程度,并能有效提高模具壽命。 [詳情]
-

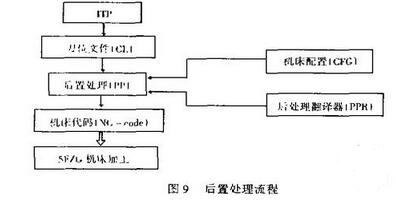
現代數控加工都是先采用 CAD/CAM 軟件畫出零件的加工草圖,然后根據草圖做適當的屬性設置,生成G 代碼,生成G 代碼之后通過某種方式將G 代碼傳送給數控系統進行解釋轉化成實際的軸運動。但是由于實際生成的G 代碼數據量相對于ARM 嵌入式數控系統存儲資源而言很大,不可能將G代碼全部傳給ARM數控系統存儲起來之后再一條一條來解釋、加工,因此在數據傳輸的過程中應該有一個流量控制的問題。 [詳情]
-

研究了因電機頻繁起動引起的電機溫升和轉矩響應問題,提出了一種基于S7-300可編程控制器和ACS800變頻器的電動螺旋壓力機控制系統方案。[詳情]
-
本文以華中數控伺服驅動HSV-160為例。介紹該伺服驅動在機床上實際應用中的調試、出現的故障診斷和排除方法。 [詳情]
-
本文介紹了幾例840D數控系統PCU50的故障現象及處理方法。 [詳情]



