-
文重點介紹一種新型的同步交流伺服驅動裝置。該裝置主要的特點是,將在自動控制領域應用廣泛的單軸控制功能整合到裝置內部,使該裝置自身具有一定的控制功能,在要求精確定位的單軸控制系統中,可以達到簡化控制系統,提高系統可靠性及降低系統造價等要求。 [詳情]
-
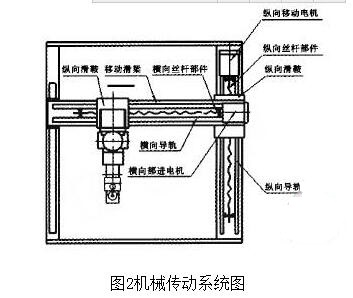
本文設計出一套數控系統,對汽車制遺業中焊接工序實現數字控制,以提高企業生產率和降低員工的勞動強度。具體設計任務如下:1)上位機(IPC)的選擇,根據數控設備的規模和總線類型選擇合理的工控機,且確定信號通訊方試;2)3個導軌方向的速度位置控制器的選擇;3)用于CNC和機床之間的PLC的選擇且在此系統中的梯形圖的設計;4)根糖此機床設備的設計參數和工作條件選擇步進電動機及其驅動器。 [詳情]
-
分析了國內粉針劑的制備特點,介紹了分裝系統的結構原理和控制單元,提出了PLC、HMI(人機界面)和伺服技術相結合的分裝控制方案,著重敘述了系統的控制策略和同步協調設計,并利用Delphi6語言開發了觸摸屏程序,有效解決了傳統粉針生產過程中分裝精度低、操作復雜等問題。 [詳情]
-
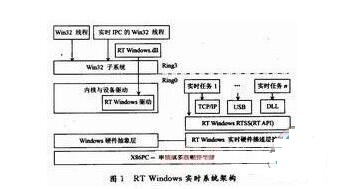
了解決高檔數控系統對控制軟件實時性的要求,提出了分時并行處理的設計方法,以實時環境下多線程技術的原理為依據,用Delphi提供的多線程編程組件完成了系統線程的具體實現,并且以開發實例的方式給出了多線程技術在實現數控系統實時響應中的應用。實時多任務的實現,顯著提高了CPU的利用率,并使系統的可靠性得到了保證。 [詳情]
-

數控系統的內置型PLC作為摸不著的自動控制單元,不易被人理解。通過用戶編寫的PLC源程序在華中數控系統中的編譯、加載及運行的實現,來說明內置型PLC的運行機理,為更好地診斷機床故障和擴展機床功能提供思路。 [詳情]
-
本文所研制的大型數控分度頭,采用PLC可編程控制器 ,控制步進電機驅動蝸輪蝸桿對執行工件進行自動分度, 結構簡單、制造費用低,較好地解決了生產中的實際問題。 [詳情]
-
20世紀90年代,國外的數控系統完成了從16位機向32位機和伺服驅動從直流式向交流全數字式的轉變,數控系統體系結構從封閉轉向開放,從而使數控系統可充分利用計算機技術的豐富資源,能根據控制對象的要求迅速、靈活地更換軟硬件,并能及時吸收新技術,使得數控技術發展步伐加快,開發周期縮短。 [詳情]
-
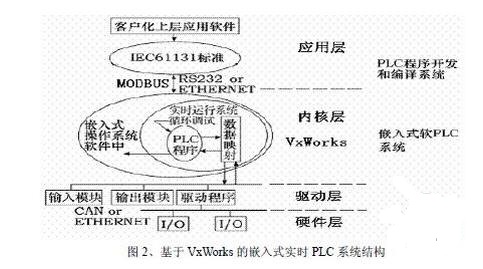
數控系統正朝向開放結構和模塊化方向發展,但當前的研究模式都集中在PC機模式的運動控制層面,其在實時性、可靠性和經濟性方面的問題,使得其尚未能在企業實用領域取得突破。本文針對PC數控開放結構的不足,提出以嵌入式微控制器構建開放結構數控系統,并實現采用層次化軟硬件體系結構和引導型二次開發平臺的技術。 [詳情]
-

依據PLC工作原理及筆者調試經驗, 提出了一套PLC程控系統調試方法及步驟。還介紹了數字濾波與軟件容錯技術在程序調試中的應用。 [詳情]
-
國產數控系統中以華中數控和廣州數控應用的最為廣泛。近些年,北京凱恩帝公司研制生產的數控系統在市場上占有一定份額,尤其在高校及大、中專院校實訓中采用較多。文中以北京凱恩帝(KND)-100M數控系統為例,介紹其中一些操作經驗和技巧,可供北京凱恩帝KND-100M及相關數控系統的初期操作人員參考,以便能夠在較短的時間內掌握此系統的使用方法。 [詳情]
-

本文介紹了一種基于三菱可編程控制器、數字變送器、觸摸屏、電子稱重儀表構成的自動配料系統,可應用于化工,冶金,制藥等自動控制配料領域,具有廣闊的應用前景。 [詳情]
-
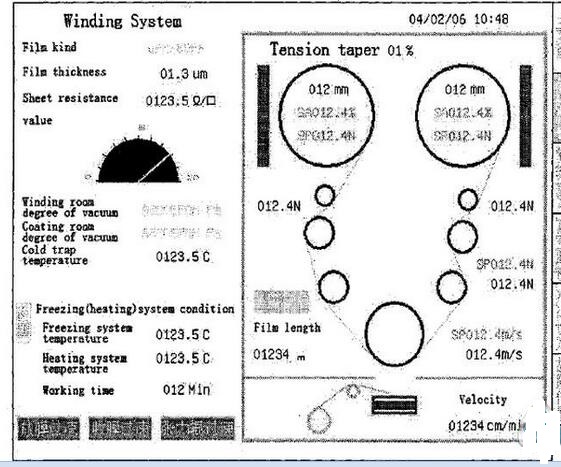
本文中,我們提出了一個基于CC-Link的可編程邏輯監測系統 控制器(PLC)控制的制造系統,這個過程當中,現場總線檢測和控制電鍍薄膜。PLC主要用來采集數據和實現PID控制自動調節、順序控制策略。此外,帶有一個人機界面(HMI)的三菱GT的設計軟件可用來監視動態過程。 [詳情]
-
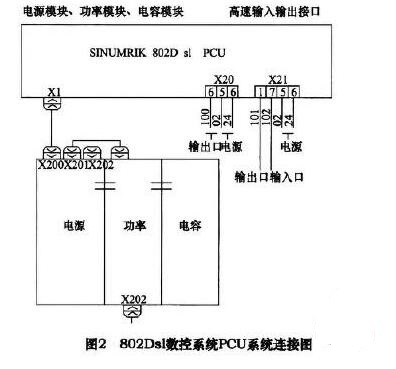
機械加工過程中,常常出現突然斷電的情況。突然斷電對加工的影響很大,沒有斷電回退功能。很容易致使刀具或工件的損壞,帶來不可挽回的經濟損失。針對這種情況,要求機床制造廠家做出完善的保護措施,并從硬件配置,參數設置及加工程序編制等過程上進行處理。對于中檔經濟型數控機床配置。用西門子802DSL數控系統也可以實現斷電回退功能,延時停止機床運動,可降低機床設計成本。達到保護工件和刀具的目的。 [詳情]
-

在工業控制中,可編程控制器PLC 得到了廣泛的應用。目前PLC與儀表的通信方式有很多種, 如RS232通信、RS422/485 通信、Profibus 通信等。詳細介紹了三菱Q 系列PLC 與固偉GPI-735A 安規測試儀通過RS232協議通訊的方法。 [詳情]
-

文章針對傳統伺服驅動軟件開發的通用性、擴展性差的問題,首次引入嵌入式組件技術,對伺服驅動軟件進行可重構設計。并通過可重構示例、測試和分析,說明設計的合理性和可行性。文章對伺服驅動產品開發和控制類產品研究具有指導意義。 [詳情]



