-

由于本項目所研究的內(nèi)容較多,而且難度較大,研究的周期又較短,所需要使用的切削力學(xué)模型試驗設(shè)備部具備,為了獲得項目的整體效果,本項目弱化了加工力學(xué)模型的建立,這對虛擬柔性制造系統(tǒng)的整體效果沒影響,但對機床某一道工序的加工有一定的影響。[詳情]
-

OEM機械制造業(yè)自動化技術(shù)發(fā)展縱覽
OEM的自動化技術(shù)正在向著復(fù)雜控制、互聯(lián)、獨立驅(qū)動的方向發(fā)展,自動化供應(yīng)商必須為此提供整體的解決方案,實現(xiàn)快速的系統(tǒng)集成、軟件的封裝能力才能應(yīng)對越來越變化的客戶需求。 [詳情]
-

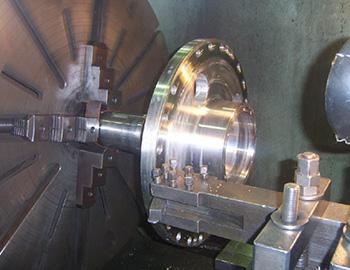
扼要說明了凸輪的分類,分析了圓柱凸輪加工的技術(shù)要點及其工藝設(shè)計,根據(jù)工藝要求選用XYZ+A四軸聯(lián)動數(shù)控機床,運用花鍵芯軸定位裝夾后采用優(yōu)化的對刀方法進(jìn)行加工。并基于CAXA(V2013)軟件簡述了圓柱凸輪圖形的簡化分析,提煉出必須的加工要素,繪制圓柱凸輪的輪廓展開曲線,輪廓的包絡(luò)線,創(chuàng)建圓柱凸輪的三維數(shù)模;并經(jīng)編程設(shè)計、加工仿真、機床偏置調(diào)整等工藝設(shè)計,實現(xiàn)用四軸聯(lián)動數(shù)控機床完成圓柱凸輪類零件的加工工藝過程。 [詳情]
-
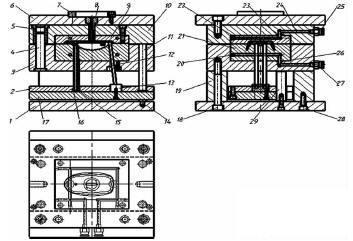
由于鼠標(biāo)的組件較多,特選用了鼠標(biāo)底座作為模具設(shè)計對象,以下是鼠標(biāo)底座的塑件圖,如圖1所示。[詳情]
-

-
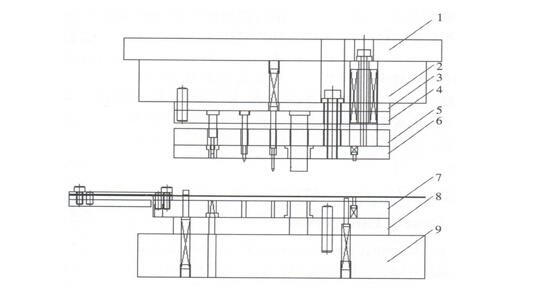
壓盤簧片是我公司N2系列產(chǎn)品中的沖壓制件,如圖1所示,制件材料為不銹鋼,料厚t=0.1mm,形狀比較簡單,但是制件尺寸公差、毛刺高度和平面度都有很高的要求。制件的料厚和嚴(yán)格的公差要求決定了模具必須有很高的加工精度,而且由于沖壓車間更新了日本產(chǎn)的高速沖床,性能參數(shù)也得到了很大的提高,因此先前的模具結(jié)構(gòu)和制造工藝就有了一定的缺陷,影響了模具的生產(chǎn)性。[詳情]
-
故障分析與診斷是數(shù)控機床故障排除過程的最重要環(huán)節(jié),分析出了故障原因,問題也就迎刃而解。因此,故障分析方法對數(shù)控電氣維修工作十分重要。 [詳情]
-

數(shù)控機床的進(jìn)給速度已從80年代的16m/min到現(xiàn)在的24~40m/min,主軸轉(zhuǎn)速也從2500r/min上升到現(xiàn)在6000~40000r/min,機床結(jié)構(gòu)也從敞開型向封閉型轉(zhuǎn)變。[詳情]
-

4+1加工工藝比5軸加工效果更好,刀具壽命、切削時間和工件表面粗糙度等均能夠得到一定改善。[詳情]
-
切屑控制攸關(guān)每個工廠的生死存亡,切削刀具業(yè)最關(guān)心的問題就是如何始終如一的保持延性鋼(例如SAE 1018、1020和8620)的斷屑能力并且很好的控制毛刺。[詳情]
-

數(shù)控機床是在普通機床的基礎(chǔ)上發(fā)展起來的,由于它具有良好的柔性、高的加工精度和穩(wěn)定性、能加工復(fù)雜零件、減輕了工人的勞動強度和易于實現(xiàn)現(xiàn)代化管理等一系列優(yōu)點,目前在機械制造行業(yè)中得到了廣泛的應(yīng)用。 [詳情]
-

數(shù)控機床液壓系統(tǒng)典型故障及處理方法的探討
數(shù)控機床對于我國的零件的加工以及工業(yè)的發(fā)展做出了十分重要的作用,液壓系統(tǒng)作為數(shù)控機床的重要結(jié)構(gòu)之一,但是由于數(shù)控機床的液壓系統(tǒng)缺少相應(yīng)的維護工作,由于液壓系統(tǒng)的故障對數(shù)控機床的加工工作造成了十分嚴(yán)重的影響。[詳情]
-

三相交流伺服電動機應(yīng)用廣泛,但通過長期運行后,會發(fā)生各種故障,及時判斷故障原因,進(jìn)行相應(yīng)處理,是防止故障擴大,保證設(shè)備正常運行的一項重要的工作。[詳情]
-

五軸聯(lián)動數(shù)控加工技術(shù)不僅代表著一個機械制造企業(yè)的發(fā)展水平,更代表著一個國家機械制造工業(yè)的發(fā)展水平。[詳情]
-

高速龍門銑床導(dǎo)軌大都由鋼或鑄鐵制成,這類導(dǎo)軌出現(xiàn)劃傷,應(yīng)進(jìn)行修復(fù),不然會使劃傷擴大,甚至影響機床使用。[詳情]
- 1SIMATIC PCS neo:面向未來的DCS556955
- 2中國機器人產(chǎn)業(yè)發(fā)展報告(2019)176867
- 32019世界機器人大會圓滿落幕175861
- 4世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)175802
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)172685
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167173
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議157403
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?132010
品專題")
升級")

