-

隨著加工中心在機械制造行業的大規模應用,人們逐漸認識到一個智能、高效、便捷的刀具管理功能可以顯著地節約生產成本,提高生產效率。[詳情]
-
葉片是汽輪機、燃汽機、水輪機、透平膨脹機、風機、渦輪機等機械中承載最大的零件之一,其品種類型多樣、結構形狀復雜、質量要求嚴格。[詳情]
-
五軸加工中由于旋轉運動的影響,會產生非線性誤差.文章介紹了5軸數控加工中RTCP/RPCP補償功能,系統闡述了以FAGOR為代表的數控系統升級改造過程,通過數控系統的改造升級使其具備RPCP功能。以典型零件加工實例,驗證改造方案的合理性,并通過與非RPCP功能在加工流程、加工精度和效率方面的對比,證明改造后具備RPCP功能機床性能的優越性。 [詳情]
-
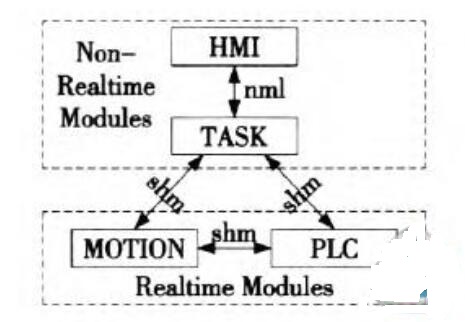
為增強開放式數控系統的重構能力,采用層級式有限狀態機作為描述系統控制邏輯的行為模型,并給出了建模方法。為便于實施有限狀態機的機制,建立了有限狀態機基礎類庫,該類庫提供了定義和修改有限狀態機的接口。當系統擴充功能時,可以根據有限狀態機完成對系統行為的重構。通過向三軸數控銑床系統中添加刀具的監控功能,驗證了系統的行為重構能力。 [詳情]
-

隨著數控機床市場竟爭的日趨激烈,越來越多的機床制造商向其產業鏈上游的數控系統制造商提出:數控系統應具有更大的開放性,即在具備標準數控功能的同時,提供從軟件環境、通訊協議、外部接口直至系統內核的更加開放的,有利十機床制造商進行二次開發的硬件、軟件配置。 [詳情]
-

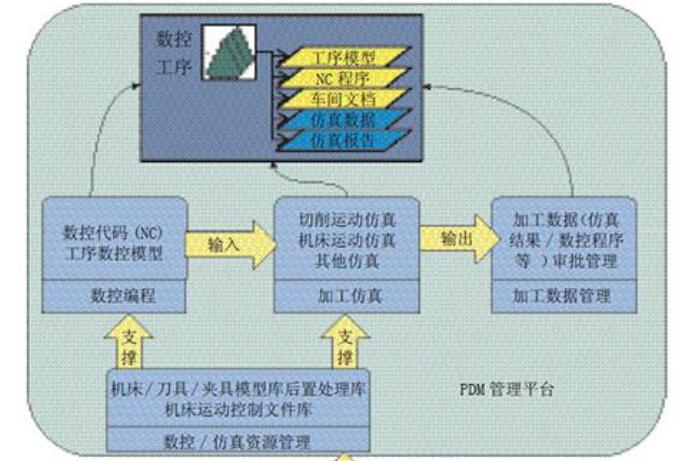
葉輪作為流體壓縮機中的核心零件,其數控加工質量直接決定其壽命、工作效率、工作成本等,本文以hypermill 作為構架研究數控數控加工解決方案。[詳情]
-
本文介紹了飛揚CO數控系統使用符合IEC 1131-3標準的OpenPCS Infoteam軟件,采用StructureText(結構文本,簡稱ST語言)語言進行電主軸潤滑PLC程序和電氣接線切換PLC程序的編寫方法。 [詳情]
-
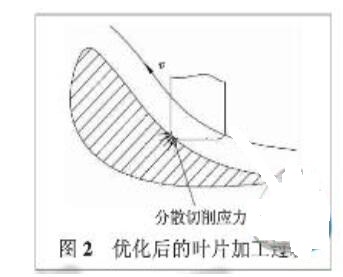
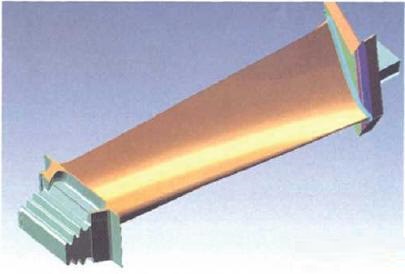
大涵道比渦扇發動機風扇葉片,在長度尺寸方面基本都達到了500mm以上,這種大型化的結構特點使其工作中承受的離心力和振動應力都非常大,因此也成為大型渦扇發動機上具有非常重要意義的零件.目前,很多渦扇發動機仍然采用技術比較成熟的鈦合金阻尼臺風扇葉片,這種葉片型面所呈現的狹長結構使其在盆背方向薄壁結構形式下的弱剛性特點更加突出.[詳情]
-

本文針對數控轉塔沖床的伺服沖壓技術發展趨向,通過對SVR伺服電機驅動主傳動專利技術、DECV閥技術的伺服液壓系統,以及有關轉盤模具庫與轉模專利新技術的介紹,使讀者進一步了解當前國內外伺服驅動主傳動式數控轉塔沖床的技術動態與進展,也對探知未來高性能板材沖壓加工設備的技術發展提供些許有益的參考。 [詳情]
-
本文以華中數控系統為控制軟件,對普通車床主軸單元進行數控系統設計,主要包括主軸數控化設計的總體方案擬定、變頻調速系統的設計、主軸PLC控制設計與主軸I/O開關量的設計,主軸數控系統設計后進行PLC調試,運行結果表明,車床主軸加工的穩定性、準確性、快速性比普通車床有較大改善,主軸運行正常。 [詳情]
-

本文介紹基于S7-300PLC和組態王軟件的汽車生產線控制系統主要組成,重點是FL(;系統硬件配置及其組態,監控系統主要配置和監控功能實現方法。 [詳情]
-

在介紹步進電機升降頻調速原理及快速精確定位方法的基礎上,提出了利用PLC的高速脈沖輸出實現步進電機位置控制功能的方法,給出了精確定位的控制方案及軟件實現方法。 [詳情]
-

本文簡要分析當前自動化裝配生產過程中存在的問題,設計出由可編程控制器(PLC)控制的多工位合件自動裝配機。介紹系統組成和裝Ji~5-藝過程,探討了系統硬件、軟件的設計方案和實現。通過人機界面,可實現整個系統的監控管理、故障報警和生產統計分析。實踐證明,該裝配機可以完成不同型號產品的裝配,滿足生產需要。 [詳情]
-

隨著計算機技術的不斷發展,PLC控制技術也愈來越成熟。柔性加工系統屬于一種集成化的生產設備,是綜合了自動化控制技術、編程技術等為一體的加工系統。本文通過建立柔性制造系統,采用PLC的控制技術,探討了在硬件、軟件方面的設計研究。 [詳情]
-

文主要介紹了一種基于PLC控制的氣動機械手的工作原理及系統組成,并介紹了西門子S7-200與各元器件的連接。最后簡單分析了整個系統的工作流程及模擬實驗面板的介紹。 [詳情]



