-

精度數控機床的加工精度主要取決于伺服進給系統,但如何提高數控機床伺服進給系統的精度一直是一個未徹底解決的問題。本文對數控機床伺服進給系統的誤差組成進行了詳細的推導,得到了伺服進給系統誤差與主要影響因素的定量關系,并對原因進行了分析,給出了一些提高伺服進給系統精度的措施。[詳情]
-
隨著機電行業的迅速發展,數控機床的精密程度受到了企業的廣泛關注,傳統的數控機床只能解決簡單的零件加工問題,隨著各領域對零件精密度要求的增高,傳統的數控系統暴露了它的弊端。[詳情]
-

五軸加工中由于旋轉運動的影響,會產生非線性誤差。文章介紹了5軸數控加工中RTCP/RPCP補償功能,系統闡述了以FAGOR為代表的數控系統升級改造過程,通過數控系統的改造升級使其具備RPCP功能。[詳情]
-
基于伺服電機的可控性和六桿機構的變傳動比及增力特性,提出了一種復合伺服驅動壓邊力控制方法。在分析數控伺服驅動壓邊力控制原理的基礎上,根據慢速加載、快速返程的工藝要求,設計了壓邊力執行機構,并對其進行了系統仿真。采用復合伺服驅動壓邊力控制方法,使壓邊裝置在產生較大壓邊力的情況下,僅需較小的電機功率,就可以滿足壓邊過程中的壓邊力和行程的工藝要求。 [詳情]
-
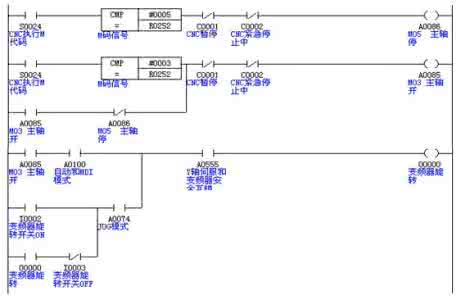
本文基于PLC和伺服驅動技術,設計伺服驅動填充系統。介紹該系統的組成和工作過程,重點闡述該系統的電氣原理和PLC程序設計,指出實際調試中需要注意的問題并給出相應的解決方法。設備調試完畢后的試運行結果表明,填充量誤差都在允許的范圍之內。 [詳情]
-

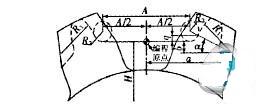
內錐螺紋的加工是生產中較為復雜的一項任務,而內錐螺紋與直螺紋組合、其牙形為球形的特殊內螺紋的加工難度則更為突出。針對這種特殊螺紋的加工,對采用傳統工藝方法進行加工時存在的不足進行了深入的分析研究,從而開拓新思路,提出新的工藝和加工方法,并將該工藝理論和加工方法成功地應用于企業的生產實踐中。 [詳情]
-
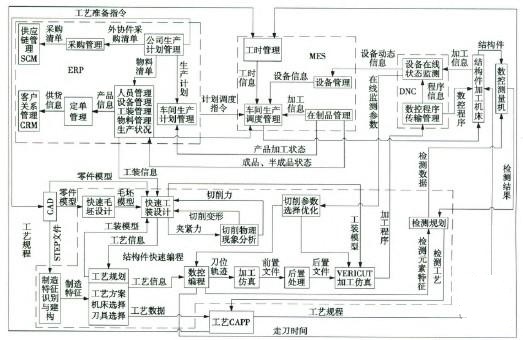
為提高飛機結構件的加工質量和效率,實現結構件快速數控編程加工,分析了結構件快速數控編程的網絡化制造的信息流程,構建了結構件快速編程系統的體系結構。首先,提出了基于語義WEB服務和組件技術的系統集成解決方案,構建了基手本體的數控編程的信息模型,最后,基于上述系統體系結構和實現方法,開發了一個原型系統。通過實驗實例證明了本文方法的有效性,提高了結構件數控編程的效率和質量。 [詳情]
-

本文使用UG五軸編程系統對整體式葉輪進行了數控編程。介紹了UG軟件對葉輪實體的五軸數控編程的關鍵技術。為多軸數控編程和其他葉輪加工提供了加工方法和參考方案。 [詳情]
-
滑環是衛星太陽電池陣驅動機構中的關鍵部件,為保證某星載滑環長時間工作穩定性,需要通過跑合臺對滑環進行仿真跑合試驗。已有跑合臺工作方式不靈活、無法自動報警停機,亟需研制一種新型星載滑環跑合臺。利用FX2N作為中央控制處理器集中控制整個系統的啟動、運行,配合使用低速、高精度、低成本的交流伺服電機,完成跑合臺控制系統設計。運用組態軟件INSPEC設計監控系統,顯示實時參數,存儲跑合數據,實現故障自動停機。經現場運行,系統工作穩定可靠,滿足設計要求。文中對該控制系統的硬件組成、系統功能、實時監控的實現均做了具體[詳情]
-
隨著科技的不斷發展與進步,未來微電子、電腦、工業機器人、圖像傳感技術和新材料等在包裝機械中將會得到越來越廣泛的應用。 [詳情]
-
石材是現代建筑裝飾的主要材料。簡單石材射品設計和加工比較容易。但對于復雜異型石材制品還是很困難,五軸聯動數控加工技術為復雜異型石材制品的加工提供了一種行之有效的手段,通過對立體人像進行逆向建模、數控編程、仿真以及對刀具路徑進行優化,利用自行研制開發的異型石材車銑復合加工中心(HTM50200)機床進行加工,提高了立體人像加工質量和效率[詳情]
-
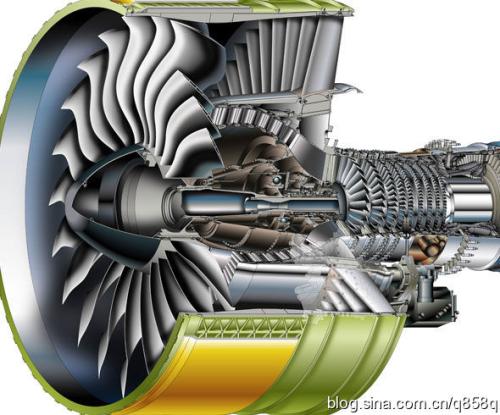
本文研究與分析數控機床主軸驅動系統的主流應用情況與發展趨勢,就主軸驅動的實際選用與計算作了一些探討。 [詳情]
-
螺紋數控銑削技術應用前景廣闊,目前該技術已在我公司某發動機的 結構復雜、空間開敞性差的零件上被廣泛應用。 [詳情]
-

隨著多軸聯動數控加工技術的發展應用和針對該種葉片型面加工工藝的研究,使該種葉片型面加工的難點逐步得到突破,加工的質量、效率水平達到了比較理想的狀態。 [詳情]
-
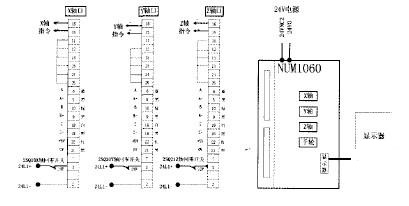
本文分析了傳統計算機數控系統布線復雜和維護困難的基礎上,提出基于PROFIBUS—DP現場總線的計算機數控系統。結合數控加工中心,給出了該數控系統的現場總線結構.總結了該系統在應用中的特點,并論述了該系統的通信原理。 [詳情]



