-
西門子數(shù)控840D五軸聯(lián)動(dòng)加工中心的改造
論文是SIEMENS 840D數(shù)控系統(tǒng)改造MC—B74五軸聯(lián)動(dòng)臥式加工中心的成功案例.介紹該類改造工程的重點(diǎn)事項(xiàng),可為相關(guān)技術(shù)人員提供一些必要的借鑒與參考。[詳情]
-

淺談數(shù)控技術(shù)在模具制造中的應(yīng)用
近幾年數(shù)控機(jī)床逐步向高速化、高精度、集成化、多軸化方向發(fā)展,為模具加工自動(dòng)化提供了裝備上的保證。現(xiàn)闡明了數(shù)控技術(shù)的特點(diǎn),分析了數(shù)控加工技術(shù)在模具制造中的應(yīng)用前景。 [詳情]
-
數(shù)控技術(shù)大型航空結(jié)構(gòu)件精確制造研究及應(yīng)用
飛機(jī)結(jié)構(gòu)件日趨大型化、復(fù)雜化,這對(duì)數(shù)控加工裝備和數(shù)控加工技術(shù)提出了更高的要求。目前國內(nèi)的數(shù)控加工精度已經(jīng)達(dá)到亞微米級(jí),但飛機(jī)結(jié)構(gòu)件由于尺寸較大、易變形,其加工精度僅能達(dá)到0.05-0.2mm。距數(shù)控加工精確制造的要求還存在一定的差距。本文從結(jié)構(gòu)特點(diǎn)、裝備要求、工藝方法等方面。對(duì)大型航空結(jié)構(gòu)件精確加工技術(shù)進(jìn)行了研究分析,指明了提高精確制造能力的方法和途徑。 [詳情]
-

數(shù)控技術(shù)專業(yè)實(shí)踐為中心的復(fù)合化教學(xué)體系的形成
數(shù)控技術(shù)專業(yè)復(fù)合化教學(xué)體系的構(gòu)建,首先應(yīng)明確定位專業(yè)培養(yǎng)目標(biāo)、實(shí)踐能力目標(biāo),然后有針對(duì)性地確定能力目標(biāo)、實(shí)踐教學(xué)的方法和內(nèi)容,再根據(jù)子目標(biāo)的作用與相互聯(lián)系,合理設(shè)置數(shù)控技術(shù)專業(yè)教學(xué)順序。 [詳情]
-
數(shù)控機(jī)床伺服系統(tǒng)類型分類之研究
數(shù)控機(jī)床的種類很多,其分類方法也很多。其中以伺服系統(tǒng)類型的分類對(duì)數(shù)控機(jī)床的內(nèi)在結(jié)構(gòu)分析最為詳細(xì)。伺服驅(qū)動(dòng)系統(tǒng)由伺服驅(qū)動(dòng)電路和伺服驅(qū)動(dòng)裝置(電動(dòng)機(jī))組成,并與機(jī)床上的執(zhí)行部件和機(jī)械傳動(dòng)部件組成數(shù)控機(jī)床的進(jìn)給系統(tǒng)。它根據(jù)數(shù)控裝置發(fā)來的速度和位移指令控制執(zhí)行部件的進(jìn)給速度、方向和位移。每個(gè)做進(jìn)給運(yùn)動(dòng)的執(zhí)行部件都配有一套伺服驅(qū)動(dòng)系統(tǒng)。[詳情]
-

數(shù)控技術(shù)在甲醇合成塔制造中的應(yīng)用
本文介紹了數(shù)控技術(shù)的先進(jìn)性,數(shù)控技術(shù)在甲醇合成塔管板隔板制造中的應(yīng)用,比較數(shù)控工藝與傳統(tǒng)工藝的經(jīng)濟(jì)效益差異,并保證加工周期與加工質(zhì)量。 [詳情]
-

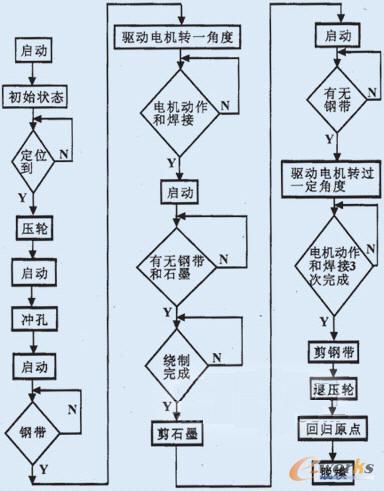
本文針對(duì)傳統(tǒng)繞線機(jī)控制精度低、速度低和產(chǎn)品質(zhì)量差等缺點(diǎn),以微處理器MC68HC000為核心,采用集中控制、分時(shí)處理的工作方式,根據(jù)繞線機(jī)的特點(diǎn)開發(fā)一種具有高精高速的數(shù)控系統(tǒng),驅(qū)動(dòng)脈沖最高速率為500 KPPS,驅(qū)動(dòng)解析度為0.001mm/Pulse。輔以數(shù)控系統(tǒng)軟件、繞線機(jī)系統(tǒng)開發(fā)工具和數(shù)控繞線機(jī)操作軟件,為繞線機(jī)開發(fā)提供一個(gè)開放式的控制器設(shè)計(jì)平臺(tái)。 [詳情]
-

數(shù)控機(jī)床系統(tǒng)的網(wǎng)絡(luò)應(yīng)用
本文根據(jù)當(dāng)前數(shù)控系統(tǒng)所面臨的瓶頸問題,通過介紹數(shù)控系統(tǒng)通信的基礎(chǔ)理論,提出了基于網(wǎng)絡(luò)的數(shù)控管理方法。其中詳細(xì)論述了機(jī)床網(wǎng)絡(luò)的方案設(shè)計(jì)、組網(wǎng)過程和基于網(wǎng)絡(luò)的管理流程。同時(shí),對(duì)于數(shù)控服務(wù)器的軟件開發(fā)也做了簡(jiǎn)單介紹,實(shí)踐表明,"可剪裁、可配置、可重構(gòu)”在數(shù)控網(wǎng)絡(luò)應(yīng)用中是可實(shí)現(xiàn)的。 [詳情]
-

軋輥磨床數(shù)控技術(shù)應(yīng)用問題研究
隨著用戶對(duì)鋼板表面質(zhì)量要求的不斷提高,軋輥磨床的磨削精度成為制約鋼板質(zhì)量和板形精度的瓶頸,同時(shí)磨輥間減少操作人員數(shù)量并提高勞動(dòng)生產(chǎn)率的要求也越來越強(qiáng)烈,故決定對(duì)熱軋2050軋輥磨床進(jìn)行改造。 [詳情]
-

面向數(shù)控機(jī)床的PLC技術(shù)研究與應(yīng)用
本文在對(duì)數(shù)控機(jī)床控制原理進(jìn)行分析與研究的基礎(chǔ)上,通過具體案例詳細(xì)介紹了PLC技術(shù)在數(shù)控機(jī)床控制中的應(yīng)用.舉例說明了通用型臥式數(shù)控車床的PLC程序編寫方法.并結(jié)合典型實(shí)例,對(duì)利用PLC實(shí)現(xiàn)故障診斷進(jìn)行了分析。 [詳情]
-

構(gòu)建PMAC數(shù)控系統(tǒng)的關(guān)鍵技術(shù)和實(shí)現(xiàn)方法
本文分析了在使用PMAO開發(fā)數(shù)控系統(tǒng)軟件時(shí)的關(guān)鍵技術(shù)以及面臨的問題,提出了在PMAC中進(jìn)行程序設(shè)計(jì)的方法和對(duì)策。利用集中輸入輸出思想、梯形圖編程方法和布爾邏輯運(yùn)算,簡(jiǎn)化了復(fù)雜邏輯PLC程序的設(shè)計(jì),提高了程序邏輯的清晰度和可靠性。采用自動(dòng)插入同步變量的方法,成功地解決了數(shù)控加工過程中數(shù)控代碼的實(shí)時(shí)跟蹤問題。[詳情]
-

本文詳述了用PLC控制步進(jìn)電機(jī)實(shí)現(xiàn)數(shù)控系統(tǒng)的定位控制功能的方法,新型PLC的高速脈沖輸出功能有效地避免了掃描周期的影響,完成快速移動(dòng)和精密定位。這種方法完全可移植于其他要求精確計(jì)數(shù)的系統(tǒng)中。所以,這種方法具有廣闊的推廣意義。 [詳情]
-

GibbsCAM軟件的多任務(wù)車銑復(fù)合加工(MTM)模塊確保充分發(fā)掘多任務(wù)車銑復(fù)合加工機(jī)床的潛力
自Pacific Tool公司(位于美國華盛頓州Redmond市)上世紀(jì)60年代末成立以來,其工模具工廠在需要多道工序加工方面表現(xiàn)出眾。[詳情]
-

美國國家半導(dǎo)體公司(National Semiconductor Corporation)宣布推出兩款全新的高精度運(yùn)算放大器。其特點(diǎn)是具有很低的輸入電壓噪聲和較高的準(zhǔn)確度,因此適用于以低頻及低供電電壓操作的系統(tǒng),例如工業(yè)和科研重量計(jì)、壓力傳感器以及其他低電阻傳感器。[詳情]
-

雙焊槍自動(dòng)焊接機(jī)數(shù)控系統(tǒng)設(shè)計(jì)
本文針對(duì)散熱器多T型管相貫線的連續(xù)焊接問題,提出了一種基于PC機(jī)和6K運(yùn)動(dòng)控制器的雙焊槍自動(dòng)焊接機(jī)數(shù)控系統(tǒng)。采用"PC+多軸控制器”的上下位機(jī)控制結(jié)構(gòu),上位機(jī)采用Visual Basic編制控制程序,實(shí)現(xiàn)系統(tǒng)的管理、控制功能。下位機(jī)采用6K4控制器獨(dú)有的6000運(yùn)動(dòng)語言開發(fā)底層的伺服驅(qū)動(dòng)程序,并可由上位機(jī)通過以太網(wǎng)接口調(diào)用。整個(gè)系統(tǒng)能夠完成各軸狀態(tài)實(shí)時(shí)顯示、故障自動(dòng)診斷、焊接路徑規(guī)劃、焊接參數(shù)調(diào)節(jié)等任務(wù)。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS556924
- 2中國機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)176783
- 32019世界機(jī)器人大會(huì)圓滿落幕175837
- 4世界機(jī)器人大會(huì)國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)175779
- 5世界機(jī)器人大會(huì)國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)172611
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167150
- 7基于工業(yè)互聯(lián)網(wǎng)平臺(tái)上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議157371
- 8亞馬遜的智能物流倉儲(chǔ)系統(tǒng),離我們有多遠(yuǎn)?131982
品專題")
升級(jí)")

器人與智能制造")