-

近幾年數控機床逐步向高速化、高精度、集成化、多軸化方向發展,為模具加工自動化提供了裝備上的保證。現闡明了數控技術的特點,分析了數控加工技術在模具制造中的應用前景。 [詳情]
-

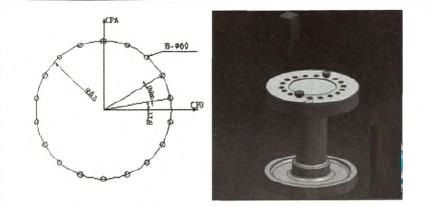
本文以三菱公司的FX3G-40MT系列PLC作為控制元件,以三菱MR-J3-40A伺服系統作為主要執行元件,以絕對位置伺服系統控制方式為重點,以我公司生產的SR-1101型自動轉子換向器精車機為應用,講述了PLC 如何通過控制伺服系統來實現電機轉子換向器的高精度車削。 [詳情]
-

電弧爐煉鋼是靠電極和爐料間產生電弧,把電能在弧光中轉化成熱能,并借助輻射和電弧的直接作用把爐料融化。電弧爐在工作期間由于電網電壓波動、爐料融化導致液面變化、爐內受熱不均或有雜質導致液面波動等狀況的影響,使得電弧的長度不穩定,從而導致輸入電爐內的功率急劇變化,影響電爐的冶煉效率。而電極調節的作用正是通過調節電極的位置達到調節功率的目的。確定最優的電極調節控制方案對縮短融化時間,節省電能消耗,降低每噸鋼的成本都有極其重要的作用。 [詳情]
-

數控機床加工零件時,由于其系統動態特性不穩定很容易產生輪廓誤差。本文基于控制輪廓誤差的基本理論,針對西門子840D系統提出了輪廓誤差控制的一種具體方法,即通過設計進給速度修調器。利用PLC編程自動調整進給倍率,從而獲得加工輪廓誤差最小的最佳進給速度范圍。 [詳情]
-

目前,在軸承外滾道磨床控制系統中,磨架進給和工件進給采用伺服控制,而砂輪修整器多采用液壓驅動,這樣的系統都屬于兩軸定位。在微型軸承外滾道磨床中,由于加工的軸承外徑范圍小(5—30 mm),修整砂輪時,圓弧修整擺動的角度非常小,還要求速度平穩。此時,液壓驅動的圓弧修整器想要達到使用要求比較困難。因此,微型磨床圓弧修整器改用伺服電動機控制,伺服電動機可以準確地控制修整器的旋轉角度和速度,修整精度高且操作簡單。這樣,該微型磨床控制系統就需要3個方向的伺服控制,即三軸定位。而現在大多數PLC僅能實現兩路伺服控制,[詳情]
-

激光表面淬火是一種利用高能量激光束掃描工件使被掃描的區域表面硬化的技術。當激光束停止照射時,由于熱傳導的作用,加熱區會急速冷卻(106~108℃/s)而發生馬氏體轉變,使工件表層實現相變硬化。 [詳情]
-

近幾年激光技術得到了快速發展,已成為主流的切割技術。因其具有較好的切割質量與精度,以及無與倫比的加工速度,板材行業普遍認為激光切割在將來極有可能取代沖壓成為主流的鈑金加工技術。 [詳情]
-

本文結合PLC在數控機床中的作用,指出PLC是目前高性能數控機床不可缺少的控制裝置。文中對于數控系統應用PLC的分類、PLC與外部信息等內容進行研究,并以PLC應用FANUC Oi數控系統為例講解其應用與操作方法。 [詳情]
-

為了提高深孔加工的精度和工作效率,對一臺舊深孔機床的電氣控制進行了改進。用PLC實現整個電氣控制。改造后機床的自動化程度、加工精度和生產效率都有很大提高。 [詳情]
-

PLC在機械制造的設備控制中應用非常廣泛,但在普通車床數控化改造中,用PLC作數控系統的核心部件還是一個新的課題。隨著PLC技術、功能不斷完善,這將是一種發展趨勢。本文對此加以討論。 [詳情]
-

模具自身的特殊性決定了模具的設計與制造是一個不可分割的整體。[詳情]
-
隨著計算機技術的迅猛發展,現代機械加工領域越來越倚重與計算機技術密不可分的數控加工技術,而數控加工程序的編制工作也由過去的手工編程、平面工程制圖軟件(如AutoCAD)輔助計算采集節點數據進行人工編程,直到現在借助CAD/CAM(如UG、PROE、CATIA等)軟件繪制平面草圖再進行實體建模。[詳情]
-
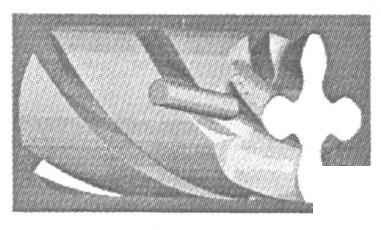
螺旋齒輪廣泛應用于液體流量計的結構中,采用一對互相嚙合的螺旋齒輪的流量計具有體積小、重量輕、運行振動噪聲小等優點,可測量高粘度流體的流量。[詳情]
-
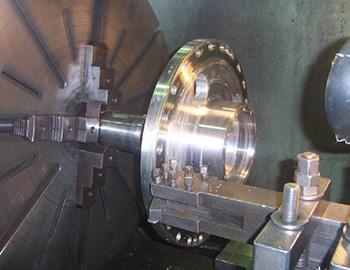
本文介紹研制了一套與輪對數控車床配套的非接觸式檢測裝置。該裝置是集光學、精密機械、電控技術、數據處理、計算機技術于一體的高技術精密檢測裝置。采用完全非接觸測量方式,實現數控車床在鏇修前后對車輛輪對的在線檢測,并將檢測數據經工控機融合處理后傳遞給數控車床,以指導數控車床自動對刀,自動對車輛輪對的鏇修,保證車輛輪對機械加工的外形幾何尺寸及加工精度。 [詳情]
-

機床工業向機械工業提供"工作母機”,是機械工業的基礎。現代機床工業的主流產品是數控機床,它匯集了多種學科最先進的技術,具有高效率、高精度、高自動化和高柔性的特點,并正向智能化、集成化方向發展,是當代機械制造業的基礎和核心。氣動技術,全稱氣壓傳動與控制技術,是生產過程自動化和機械化的最有效手段之一,具有高速高效、安全長壽、低成本、易維護、防過載等優點,在工業部門的許多領域中,正得到越來越廣泛的應用。 [詳情]



