0 前言
隨著冶金鋼鐵及汽車行業的迅猛發展,對金屬板材的精度要求越來越高。為了能壓制出高精度的板材,軋輥的質量就顯得尤為重要。其中軋輥的表面精度是決定板材精度的最主要因素,所以軋輥的測量與控制也顯得非常重要。目前國內外軋輥測量方法總體上分為2大類,第一類是由于軋鋼在線磨輥(ORG)技術的出現,產生了在線輥形測量技術;第二類是軋輥修磨及軋輥生產中的軋輥測量技術。還有一些成本低精度也不高的卡規和馬鞍儀等測量設備。其中,數控軋輥磨床軋輥測量裝置測量精度最高。但是,根據對國內外數控軋輥磨床測量系統數控軟件的分析情況來看,真正能夠實現軋輥安裝錐度、軋輥輥形和圓度的測量功能不多,且對軋輥磨床的機床導軌和輥形補償功能更是空白。測量系統數控軟件可實現的功能如下:
(1)軋輥的自動和手動測量。
(2)軋輥測量裝置在軋輥測量前的標定功能。
(3)軋輥磨床的導軌標定數據的修正及補償。
(4)軋輥安裝的錐度測量及補償。
(5)直線度測量功能(測量輥形曲線時,分析走向及輥形補償)。
(6)在軋輥輥形測量時,可實現理論曲線、軋輥測量趨向曲線、誤差分離曲線的同時顯示,并將測量圖形界面設計成2個顯示窗口,便于誤差顯示及分析;實現了軋輥輥形誤差與導軌誤差及測量架運動誤差的分離,并獲取了軋輥加工的補償數據。
(7)軋輥同心度的測量。
(8)軋輥圓度的測量及評定,采用國家標準規定的4種方法進行評定,界面中得到的圓度誤差曲線是將主軸運動誤差分離后的真正軋輥圓度誤差曲線。
1 測量系統數控軟件框架結構和功能
本測量系統數控軟件的組成框圖如圖1所示,主要組成模塊如下:

圖1 測量系統軟件結構框圖
(1)測量清零模塊。此模塊主要是完成軋輥測量準備,如:測量傳感器的清零及測量架到位等任務,同時填寫標準塊尺寸的其體值,在程序中用來計算軋輥圓度誤差。
(2)導軌標定模塊。此模塊將記錄軋輥磨床導軌水平方向的運動誤差值。在出廠前用高精度激光干涉儀測量一定數量點的誤差值,記錄在導軌誤差數據庫中,為加工補償和測量補償提供數據。
(3)安裝錐度測量模塊。安裝錐度測量是對軋輥最前端到末尾端形成的錐度測量,為了軋輥安裝調整或在軋輥加工時設定砂輪的進給路徑,消除軋輥安裝錐度的影響。
(4)輥形測量模塊。此模塊是測量系統中最重要模塊,能夠完成各種輥形(如:直線、圓弧、正弦、CVC及自由曲線等輥形曲線)的測量任務,并形成軋輥加工補償數據。
(5)圓度測量模塊。此模塊用來測量軋輥圓度誤差。
(6)同心度測量模塊。此模塊是用來測量軋輥軸線的直線度,為加工或測量數據補償提供數據。
測量系統數控軟件的主界面如圖2所示。在每個測量模塊界面中有7個功能按鈕,如:測量開始、測量結束飛打開記錄、保存記錄、刪除記錄、打印及返回,用于測量過程控制及測量數據管理工作。
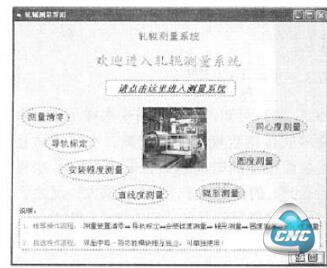
圖2 測量系統主界面
2 測量系統數控軟件模塊設計
由于軋輥磨床測量系統數控軟件功能模塊較多,不能詳細說明,現將主要模塊進行介紹。
2.1 導軌標定模塊的設計
對于數控機床來說,導軌的測量及定期標定非常重要,我們國內的大多數控機床沒有進行該項工作。對于數控軋輥磨床來說,對導軌標定后,用標定值對砂輪的進給及拖板架上的測量裝置進行補償。在該模塊中,我們設計了與控制數控軟件對應的200個測量點,并將該數據存人數據庫中,該數據也可以直接顯示在該屏幕上二在軋輥磨削或測量時,可直接由NC程序調用,也可以由測量數據處理程序調用。如圖3所示。
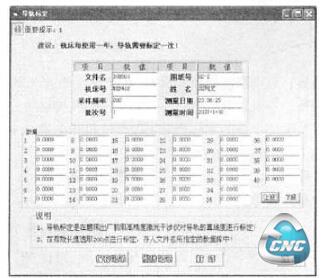
圖3導軌標定界面
2.2 軋輥棍形測量模塊的設計
在軋輥輥形測量模塊中,輥形圖(圖4)顯示分為上下2部分,上圖顯示當前軋輥的廓形和允許公差值。在測量過程中,上圖實時顯示測量軌跡趨向曲線,觀察輥形是否超出公差帶范圍,并顯示超差的Z坐標位置。
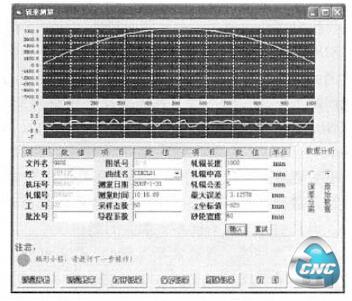
圖4輥形測量界面
下圖是顯示輥形在整個長度內放大1000倍的誤差分布,也叮以從該圖中直接讀出相應Z坐標上的輥形誤差值。
測量數據可以通過選擇原始數據和誤差分離2個單選項獲得。原始數據是指由傳感器獲取經濾波后的數據。誤差分離選項是將原始數據進行了主軸運動誤差分離后所得數據。我們設計選用200個點的誤差值貯存在后臺數據庫中,在屏幕上只顯示出最大誤差及相應Z坐標位置,并在后臺程序中還可形成誤差補償表格數據庫。
2.3 札輥圓度測量模塊設計
圓度測量模塊分為4個子模塊,分別為;最小二乘圓、最小區域、最大內接圓和最小外接圓法。在測量時,首先要輸人采樣點數和被測量軋輥的基本半徑,然后通過下拉菜單選擇相應的子模塊;同時,在測量界面上顯示出被測圓形、誤差值及評定結果,見圖5。
3 結束語
本文介紹的數控軋輥磨床測量系統數控軟件具有良好的人機交互性,便于操作者使用。數控軟件是針對客戶的特定要求而設計的,可以控制整個軋輥測量過程,顯示各種實時重要數據。操作者只要簡單地輸人相應的數據就可以完成軋輥測量各項任務。該數控軟件可以與本課題組研制的基于840 D的控制系統數控軟件配合使用,也可單獨使用。
(審核編輯: 智匯胡妮)
分享



